 |  |
弊社では法人のお客様向けに工業製品の表面処理も行っております。
このページではステンレス製品の電解研磨・化学研磨について解説致します。
技術の概要、得られる効果、用途をご確認の上、NAKARAIの強みとご依頼頂くメリットを知っていただければ幸いです。
目次
1.概要
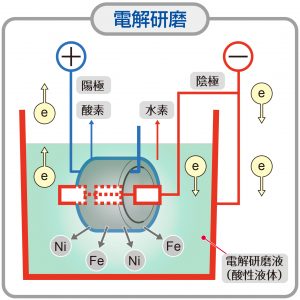
電解研磨とは
ワークに電解研磨液(酸性液体)中に浸漬し、電流を流すことで材料表面を溶解し、平滑に仕上げる処理です。
ワークを陽極(+極)とし、陰極(−極)を液中に漬けることで電流を流します。陰極との距離が近いワーク表面が優先的に溶解します。コンマ数mm程度の凸部は溶解するため、面粗度の改善が可能です。前処理の状態によっては鏡面に近い仕上げも可能です。
一方、複雑形状のワークには不向きです。陰極とワーク表面の距離の差が大きいため均一に研磨が難しく、治具・電極の製作技術によって仕上がりに大きな差が生まれます。
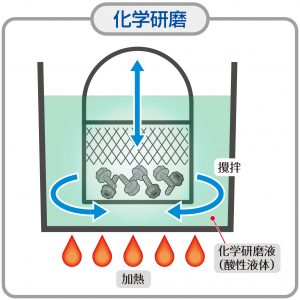
化学研磨とは
ワークを研磨液(酸性液体)に浸漬し、液を加熱・攪拌することで材料表面を溶解し、平滑に仕上げる処理です。電解研磨に似ていますが得られる効果は少し異なります。化学研磨では研磨液に触れている部分が全体的に研磨されます。マクロな形状はほとんど変化せず、ミクロな凹凸が平滑化されます。また、バリのような表面から鋭利に突き出た部分は溶解し、除去されます。
電解研磨と比較すると、電極の配置や治具による制約を受けないため、複雑な形状でも処理が可能です。そのため電解研磨では難しい、微小な部品でも処理しやすいです。また電解研磨と比べて、除去する表面の厚さのコントロールが容易です。一方、電解研磨ほど凸部を効率良く除去はできません。
2.得られる効果
耐食性向上
ステンレスにはクロムCrが含まれており、クロムは酸素と結合することで不動態皮膜を形成し、ステンレスに「錆にくい」性質をもたらします。
電解研磨・化学研磨にて材料表面を溶解する際、ステンレスの成分の内、鉄FeとニッケルNiが溶け出しやすく、クロムCrは溶け出しにくいため表面のクロムCrの濃度が高まります。そのため電解研磨・化学研磨後のステンレスは耐食性が向上します。特に、電解研磨の方が耐食性向上効果が大きいです。
コンタミ除去、清浄度改善
ステンレスの素材表面には圧延時に潰された結晶粒に巻き込まれた不純物や、保管時・加工時に付着した異物があります。これらは腐食の起点となることがあり、耐食性低下の原因となります。電解研磨・化学研磨を行うことで表面の微細な凹凸の除去と共に、これらの異物も除去するため耐食性が向上します。
またコンタミ自体が問題となる分野の部品に処理することで清浄度が改善します。
微細バリの除去
凸部を優先的に除去する処理のため、微細なバリを除去することが可能です。特に、物理研磨が困難な細かい部分のバリには有効な処理方法になります。
表面粗さ改善
物理研磨では困難であったり、工数が膨大にかかったりする複雑形状のワークの表面粗さの改善に効果的です。
表面の凹凸が均されることで先述の不動態皮膜の厚さが安定し、耐食性の向上にも寄与します。
鏡面加工
電解研磨・化学研磨だけ、もしくは物理研磨・バフ研磨との併用で鏡面加工が可能です。バフ研磨の前処理に行うことで、異物・微細キズの除去ができ、バフ研磨時の仕上がりが良くなります。
残留応力緩和・疲労強度改善
金属に機械加工、物理研磨などを行うと材料表面に残留応力が発生します。表面に引張残留応力が存在すると繰り返し応力が作用した場合に亀裂発生の起点となり、疲労強度が低下してしまいます。残留応力の程度にもよりますが、電解研磨で表面を除去することで残留応力が緩和されます。先述の表面粗さの改善と合わせて亀裂発生の防止効果があり、疲労強度が改善されます。
焼け取り
酸洗工程と組み合わせることで溶接後の焼け色を除去することができます。
3.主な適用分野
電子機器部品
精密さが要求される部品において、バリやコンタミの除去により品質を確保することができます。
また、外観になる部品の表面を研磨することで、意匠性を向上させることができます。
 |
輸送機器部品(自動車、二輪車、船舶など)
過酷な使用環境が想定される場合において、耐食性を向上させることが可能です。
また、外観部品には意匠性の改善が期待できます。
海水の影響を受ける環境で使用されるステンレス部品をあらかじめ電解研磨・化学研磨しておくことで耐食性が向上し、部品の寿命改善、早期破損などのトラブル防止に役立ちます。
 |
食品機器
表面粗さを改善することで、表面に微粒子が付着しにくくなります。細菌やウイルスなどが付着することによる衛生面のトラブルの未然防止が期待できます。
また、表面が平滑になるため汚れが付着しにくく、日常の手入れや洗浄時にも汚れを落としやすくなります。
 |
医療機器、製薬機器
素材のステンレス材に由来するバリやコンタミ、バフ加工時の研磨材料の微粒子などによる異物混入不具合の未然防止に役立ちます。
また機器使用中の粉体や流体の付着を低減し、装置の信頼性向上、衛生面の改善ができます。
その他、機器の外観部品の光沢を出すことで使用者に清潔感を与えることも考えられます。
産業機器・プラント機器・実験機器
腐食性流体を使用する環境下で使用する設備の耐食性の向上、汚れの付着防止や洗浄作業時の汚れ落としのし易さ改善ができます。
また実験装置や測定機などにおいてコンタミによる測定値の誤差を減少したり、粉体や流体の付着・残留による不具合を低減したりする効果があります。
建築材料・部品
建築物の屋外部品は常に外気に晒されており、特に沿岸地域では海水による腐食が懸念されます。耐食性を向上させ、部品寿命を向上させることができます。
また、インテリア部品においては光沢を付与することで意匠性を向上させ、商品価値の向上、高級感の付与が期待できます。
その他NAKARAIでできること
不動態処理(パッシベート処理)
電解研磨・化学研磨を施工した後のステンレス表面は母材よりクロム濃度が高いため耐食性は向上しています。しかし、使用環境によっては耐食性が不十分なため腐食する場合があります。そこで人為的に材料表面のクロムを酸化させることで強固な不動態皮膜を形成し、耐食性をより向上します。これを不動態処理(パッシベート処理)と言います。弊社ではお客様の要望に応じ、不動態処理も実施可能です。
バフ研磨による前加工・後加工
弊社では電解研磨・化学研磨だけでなく必要に応じ、保有しているバフ研磨盤にてバフ研磨を実施可能です。ご要望に応えるため最適な加工プロセスをご提案します。
徹底した洗浄(研磨液残り対策)
ワークの表面にクラックや材料の合わせ目、溶接欠陥などがあると、そこに入り込んだ研磨液が残ってしまいます。酸性の液体が表面に残留することで長期的には材料の腐食の原因となってしまいます。
対策として第一に、研磨液が残らない形状に加工することです。しかし現実的には完全に隙間を無くすことは困難です。弊社では電解研磨・化学研磨後に純水洗浄、超音波洗浄工程を設けており、徹底した研磨液の除去が可能です。
完成後の品質検査
LPC(リキッドパーティクルカウンター)、イオンクロマト、顕微鏡での目視検査で表面の仕上がりや残留異物が無いか検査し、ご要望があれば検査データの提出も可能です。
化学研磨、電解研磨の対応可能材料・寸法
オーステナイト系ステンレス SUS304, SUS316など
フェライト系、マルテンサイト系ステンレス SUS400系(対応可能だが光沢が出にくいです。)
その他の材料についてはご相談下さい。
対応可能ワークサイズは次の電解研磨槽に入る物になります。
電解研磨槽寸法
・1,500(横)×400(幅)×300(深)
・ 550(横)×350(幅)×700(深)
最後に
電解研磨・化学研磨の理論は上記の通りですが、実際の製品に実施するとなると職人の技術により仕上がりの品質に大きく左右されます。 NAKARAIメッキでは長年、メッキも含めた表面処理技術を磨いてきました。電解研磨・化学研磨のみならず、前処理の酸洗や前後処理のバフ研磨、不動態処理も含め、お客様のご要望に応じフレキシブルに対応させていただきます。
高品質な仕上がりを目指すためには、前工程でいかに品質を作り込むかが重要となります。弊社に持ち込むまでにどのような加工をすれば良いか、理論と経験に基づき適切にアドバイスもさせて頂きます。是非ともお客様のモノづくりのお手伝いをさせていただければ幸いです。まずはお気軽に下記よりお問い合わせ下さい。
